लेथ मशीन

लेथ मशीन या खराद एक मशीनी औजार है जो अक्ष के सममित (सिमेट्रिक) रचना वाले सामान बनाने के काम आती है। इसमें धातु का पिण्ड एक अक्ष पर घूर्णन करता रहता है और काटने, छेद करने एवं अन्य क्रियाएँ करने वाले औजार इस पर आवश्यकतानुसार लगाकर इसे उचित रूप दिया जाता है। खराद (Lathe) एक ऐसा यंत्र है जिस पर गोल अंशों को तैयार किया जाता है।
परिचय
हाथ के किसी उपकरण (औजार) से किसी चीज को इच्छित गोल रूप में नहीं लाया जा सकता। इसलिए इसको खराद में बाँधा जाता है, जो इस चीज को घुमाता रहता है। तब औजार से इस पर काम किया जाता है। जिस मशीन से यह सब काम लिया जाता है उसी को खराद कहते हैं।
सरल खराद की संरचना
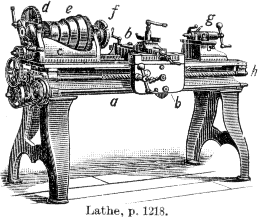
चित्र में एक सरल खराद दिखाया गया है। खराद के बाईं ओर इसका शिरोदंड (Head stock) है, जो तैयार होनेवाले अंग को पकड़ने और घुमाने का काम करता है। शिरोदंड में एक खोखला तकला (Spindle) है जो दो धारुकों (Bearings) पर घूमता है। दोनों धारुकों के बीच में तकले पर एक पद घिरनी (Steps pulley) होती है, जिसपर प्राय: तीन पद (steps) होते हैं, इन्हीं पदों से शिरोदंड की ईषा (shaft) की गति को बढ़ाया और घटाया जा सकता है। इसी प्रकार की एक घिरनी उस धुरी पर भी होती है जिससे मोटर द्वारा इस खराद को चलाया जाता है। घिरनी के ऊपर के पट्टे को घिरनी के एक पद से सरकाकर दूसरे पद पर लाने से खराद की गति बदली जाती है। तकले के बाएँ किनारे पर दाँतोंवाले चक्र होते हैं, जिनको दंतिचक्र (Gears) कहा जाता है। इनके द्वारा खराद की नेतृभ्रमि (Leading screw) चलाई जाती है। किसी अंग पर चूडियाँ काटने के लिये नेतृभ्रमि का उपयोग आवश्यक है। और इसी से उपकरण स्तंभ (Tool post) अपने आप चलता है। जिस प्रकार की चूड़ी काटनी होगी उसी प्रकार का उपकरण प्रयोग में लाया जाएगा, परंतु प्रति इंच में चूड़ियों की संख्या दंतिचक्रों द्वारा व्यवस्थित की जाएगी। तकले के दाहिने किनारे पर खराद का चक (Chuck) होता है। इससे उस चीज को पकड़ते हैं जिसपर काम करना होता है।
चक प्राय: दो प्रकार के होते हैं:
- (१) तीन जबड़ों वाले चक, जिसके एक जबड़े (Jaw) के घुमाने से सब जबड़े काम करते हैं। इस चक में गोल चीजों को आसानी से पकड़ा जा सकता है।
- (२) चार जबड़ों का चक, जिसका हर जबड़ा अलग-अलग काम करता है। यह असममित माप की वस्तु को पकड़ने के लिए उपयोगी होता है। इस प्रकार खराद का पहला भाग शिरोदंड है, जो किसी अंग को ठीक प्रकार पकड़ने और उसको घुमाने का काम करता है और साथ ही साथ उन दाँतोवाले चक्रों को भी घुमाता है जिससे खराद की ईषा (Shaft) मिलती है।
शिरोदंड के पश्चात् का उपकरण स्तंभ है। यह स्तंभ उपकरणों को पकड़ने और उनको ठीक स्थिति में रखने के काम आता है। इसमें दो चक्र होते हैं, जो हाथ से चलाए जाते हैं। एक चक्र से स्तंभ को खराद की लंबाई में चलाया जाता है और दूसरे चक्र से उपकरण को खराद की चौड़ाई में आगे पीछे किया जाता है। इसलिए बड़े चक्र से उपकरण की काट (cutting) की गति और छोटे चक्र से काट की गहराई को स्थिर किया जाता है। अत: उपकरण स्तंभ का काम किसी वस्तु पर ठीक प्रकार की काट लगाना है।
खराद के दाहिने किनारे पर पुच्छदंड (Tail stock) होता है, जिसका काम शिरोदंड की सहायता करना है; जैसे, यदि किसी लंबी वस्तु पर काम करना है और उसको केवल चक में ही पकड़ा जाय तो बल पड़ने पर वस्तु झुक जायगी। इसलिए ऐसी वस्तु के दूसरे किनारे के बीच छेद बनाकर पुच्छदंड के केंद्र से जमा देते हैं, तब यह वस्तु इस केंद्र पर भी घूमती रहती है। इसके कारण इसके झुकने का डर नहीं होता।
आकार
किसी खराद का आकार उसपर काम करनेवाले अंगों के नाम से माना जाता है। यदि हम कहें कि खराद का आकार १२ x ६० इंच है, तो इसका मतलब हुआ कि इस खराद पर सबसे बड़ा कृत्यक (job) १२ इंच व्यास का और ६० इंच लंबाई का बाँधा जा सकता है। इस प्रकार की खराद को फलकी खराद (Bench Lathe) कहा जाता है। यदि शिरोदंड के चक के नीचे खराद में अधिक स्थान छोड़ दिया जाए, जिसके कारण खराद के आकार से बड़े काम को उस पर बाँधा जा सके, तो उसको अंतराल खराद (Gap Lathe) कहा जायगा।
खराद पर कृत्यक (job) को बांधना
खराद पर किसी वस्तु (कृत्यक) को बाँधने की तीन रीतियाँ हैं:
(१) चक और पुच्छदंड के केंद्रों पर वस्तु को बांधना वस्तु के दोनों किनारों के व्यास के बीच छेद बनाकर, दोनों दंडों के केंद्रों पर चढ़ाकर कस दिया जाता है। यह कसाव पुच्छदंड के चक्र को घुमाने से होता है। काम की लंबाई के अनुसार पुच्छदंड को आगे पीछे किया जा सकता है।
(२) काम को चक में बाँधना और
(३) मुखपट्ट पर काम को बाँधना।
जैसा काम होता है, वैसी ही रीति का उपयोग होता है। शिरोदंड का तकला खोखला होने के कारण लंबी छड़ों को पकड़ने में सुविधा होती है। पुच्छदंड का काम केवल काम को संभाले रखना ही नहीं, बल्कि छेद करना और भीतर के व्यास को बड़ा करना भी है।
खराद से किये जाने वाले कार्य
खराद पर कई प्रकार के काम किए जाते हैं। किसी वस्तु को गोल करना और उसको एक विशेष व्यास का बनाना, चूड़ी काटना, किसी वस्तु पर ढलाव बनाना, छोटे छेदों को बड़ा करना, भीतर के व्यास को बढ़ाना तथा इसी प्रकार के अन्य दूसरे काम किए जाते हैं।
वस्तु पर पहले गहरी काट (cut) लेकर उसको नाप से कुछ ही ज्यादा रख लिया जाता है। इसके पश्चात कम काट लेकर काम को उसके ठीक नाप पर लाया जाता है। हर प्रकार की काट के लिए अलग-अलग उपकरण होते हैं। जिस प्रकार का काम करना हो उसी प्रकार के उपकरण को खरीद में लगाना पड़ता है। चूड़ियाँ काटने के लिए उपकरण उसी रूप का बनाया जाता है जिस रूप की चूड़ी होती है।
खराद पर काम करना
खरादें कई प्रकार की होती हैं जिनको यहाँ बतलाना कठिन है, परंतु हर खराद के काम करने का नियम वही है जो ऊपर बतलाया गया है। खराद पर काम करने से पहले कुछ बातों को ध्यान में रखना बहुत आवश्यक है। खराद को चलाने से पहले उसको साफ करना और उसके सब अंगों को तेल देना लाभदायक तथा आवश्यक है। तेल देने से खराद का हर भाग अच्छा काम करता है। जिस वस्तु पर काम हो रहा है वह काट लगने से गरम हो जाती है। यदि इसको ठंढा नहीं किया गया तो उपकरण भी गरम हो जायगा और उसकी धार नष्ट हो जाएगी। इससे धातु को काटने में कठिनाई होगी और धातु भी ठीक नहीं कट पाएगी। इसलिए धातु काटने के साथ-साथ उस पर तेल भी दिया जाता है। एक तो यह तेल उपकरण के काम में सुविधा करता है और दूसरे धातु को ठंढा रखता है। यह तेल खास तौर से इसी काम के लिये बनाया जाता है। इस कार्य के लिए साबुन को पानी में घोलकर भी कम में लाया जाता है।
यह भी देखा गया है कि खराद पर काम करने वाले का कोई कपड़ा खराद के किसी चलनेवाले भाग में फँस गया और इसके कारण दुर्घटना हो गई। इसलिए ढीले कपड़े पहनकर खराद पर काम करना ठीक नहीं है। खराद के चलनेवाले सब अंगों पर भी कोई रोक लगाना आवश्यक होता है। धातु काटनेवाले सब उपकरणों को तेज करते रहने से अच्छा काम होता है। कम गहरे और छोटी काट लेने से काम का रूपक अच्छा होता है।
कुछ कारखानों में खरादों को चलाने के लिए ऊपर की ओर एक धुरी लगाई जाती थी, जिसको इंजन से चलाया जाता था। इस धुरी पर कई घिरनियाँ लगाई जाती थीं और हर घिरनी से एक खराद चलती थी। इस प्रणाली के उपयोग से कई कठिनाइयाँ होती थीं, एक तो यह कि यदि एक या दो खरादें चलाना हो तो भी उसी शक्ति का इंजन चलाना पड़ता था जो सब खरादों को एक साथ चलाने के लिए प्रयुक्त होता। इससे खरादों को चलाने में अधिक लागत आती थी। दूसरे, यदि इंजन में कोई खराबी आ गई तो सब खरादों का काम रुक जाता था। तीसरे, इससे दुर्घटनाएँ भी अधिक होती थीं। इसलिए आजकल इस प्रणाली का प्रयोग नहीं किया जाता। अब हर खराद के साथ उसकी अपनी मोटर आती है, जिसको जब भी आवश्यक होता है चला लिया जाता है। इस प्रकार हर खराद की शक्ति उसके साथ अलग रहती है।
बाहरी कड़ियाँ
- Historical lathe archive
- Medieval and Renaissance lathes
- The history of the lathe
- Early Wood-Working
- Spring pole lathe
- Introduction to Metal Spinning on Manual and Automatic CNC Lathes
- On ye art and mystery of Turning
- South Bend diagrams and description of the 9 inch Workshop Lathes.
- Modern Machine Shop Practice a historic Victorian text describing lathe design, construction and use in 1880s.
- Type of lathes used in the industries